一���、轉(zhuǎn)杯紡紗機簡述
轉(zhuǎn)杯紡紗是通過高速回轉(zhuǎn)的轉(zhuǎn)杯及杯內(nèi)負(fù)壓完成纖維輸送�����、凝聚�、并合����、加捻成紗的一種新型紡紗方法,屬于自由端紡紗范疇���。當(dāng)前轉(zhuǎn)杯紡紗機通過分梳輥將喂入分子梳成連續(xù)不斷的纖維并隨氣流均勻地輸入轉(zhuǎn)杯,由引紗卷繞機構(gòu)將轉(zhuǎn)杯紡的紗引出并卷繞成紗筒��。轉(zhuǎn)杯紡紗使加捻與卷繞分開����,解決了高速和大卷裝間的矛盾�。
轉(zhuǎn)杯紡紗與傳統(tǒng)的環(huán)錠紡紗相比,具有高速高產(chǎn)��、大卷裝���、縮短工序����、改善勞動條件�、使用原料廣泛、成紗均勻��、結(jié)雜少����、耐磨和染色性能好等特點����。因此��,轉(zhuǎn)杯紡紗是目前技術(shù)上最成熟�����、應(yīng)用面最廣���、經(jīng)濟效益十分顯著的新型紡紗方法之一��。
二�����、轉(zhuǎn)杯紡紗機方案
1�、系統(tǒng)需求
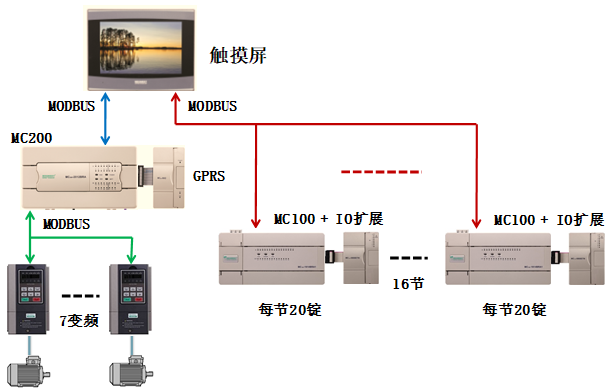
案例中轉(zhuǎn)杯紡紗機總共320錠��,分為16節(jié)���,每節(jié)20錠�。每錠有40個輸入點�,62個輸出點����。主控制器要求帶12路輸入用于測速�、啟動等;帶10路輸出用于啟動變頻器�����、報警等�����。
機器共需要7路變頻控制�����,分別為:紡杯���、風(fēng)機、分梳��、引紗��、喂棉����、橫動和除雜��。
系統(tǒng)需有觸摸屏可進行參數(shù)設(shè)定和參數(shù)顯示����。系統(tǒng)還需帶有遠(yuǎn)程控制����、監(jiān)控、定位功能����。
2、系統(tǒng)配置方案說明
觸摸屏:選用麥格米特7寸觸摸屏�,用于參數(shù)設(shè)定和顯示。
主控制器:選用麥格米特MC200系列PLC����,加無線通訊定位模塊CGP。MC200系列PLC帶3路通訊通道��,一路用于CGP無線通訊定位模塊����,一路用于連接觸摸屏�����,一路用于控制7個變頻器�。
從控制器:機器分16節(jié)����,每節(jié)做為一個從站,由麥格米特MC100系列PLC控制���,共16站��。每個從站之間采用MCBUS協(xié)議通訊��,并通過MODBUS協(xié)議與觸摸屏進行通訊連接����。
3��、麥格米特配置方案
HMI:MZ600-TT07P4B
主PLC:MC200-2012BRA + MC200-CGP (20入12出)
從PLC:MC100-3624BRA + MC100-0016ERN +MC100-0016ERN + MC100-0808ERN (44入64出)×16套
系統(tǒng)框圖如下圖所示:
4��、系統(tǒng)方案要點
該案例的要點就是通訊��?;旧险麄€系統(tǒng)都是通過通訊進行控制和數(shù)據(jù)傳輸。觸摸屏與主PLC�����,觸摸屏與從站PLC�,主PLC與變頻器,各個從站PLC之間均是通過通訊來控制和傳送數(shù)據(jù)的���。所以編寫程序時���,通訊部分就顯得尤為重要,既要保證通訊的正確輪詢�,又要盡量減少通訊時間,以滿足數(shù)據(jù)傳送速度既快且準(zhǔn)確的要求�。
麥格米特PLC提供了MODLINK指令,該指令無需程序員去編寫通訊輪詢的邏輯��,也無需去一條一條編寫通訊指令��,只需完成MODLINK表格的數(shù)據(jù)填充���,PLC即會自己循環(huán)執(zhí)行每條通訊��,還不占用掃描時間�,通訊既快又方便。
MCBUS通訊協(xié)議是麥格米特PLC的內(nèi)部通訊協(xié)議�。使用MCBUS通訊協(xié)議,無需編寫指令����,只需設(shè)置好通訊參數(shù),即可使連接的各個PLC之間可以自動相互交換部分D元件和M元件的數(shù)值���,既快捷又方便�。
CGP是麥格米特自己研發(fā)的無線通訊定位模塊�。CGP具有遠(yuǎn)程數(shù)據(jù)傳輸、調(diào)試升級PLC程序���、GPS定位等功能��,能滿足設(shè)備要求的遠(yuǎn)程控制�����、監(jiān)控、定位的要求�����。
三、總結(jié)
麥格米特PLC提供MODBUS����、MODRW、MODLINK等通訊指令����,還擁有麥格米特內(nèi)部的MCBUS通訊協(xié)議,可根據(jù)不同的需求選擇不同的通訊協(xié)議或通訊指令��。應(yīng)用范圍廣����,且方便易用。
麥格米特自主研發(fā)的CGP無線通訊定位模塊���,具有GPRS數(shù)據(jù)傳輸���、中英文短信收發(fā)、遠(yuǎn)程調(diào)試升級PLC用戶程序�����、GPS實時定位、模塊自身檢測等功能�����。齊全的功能能滿足不斷發(fā)展的現(xiàn)代工業(yè)遠(yuǎn)程通訊需求�。CGP還可與通用的組態(tài)軟件一起構(gòu)建數(shù)據(jù)中心,對各地的所有設(shè)備�����、機械進行數(shù)據(jù)記錄�、統(tǒng)籌管理等,功能強大����。



